

钢筋碰焊机介绍:
钢筋碰焊机所利用的实在就是当工件对口接触时电阻会产生热量,从而达到加热工件的目的,使得金属表面熔化,形成了共同晶粒,焊缝组织、成分接近基本金属,所以比较轻易获得相当于母材强度的对焊接头。在闪光的过程中,具有排出空气、降低金属氧化的自保护功能,从而使得焊缝夹杂、未焊透等缺陷较少。

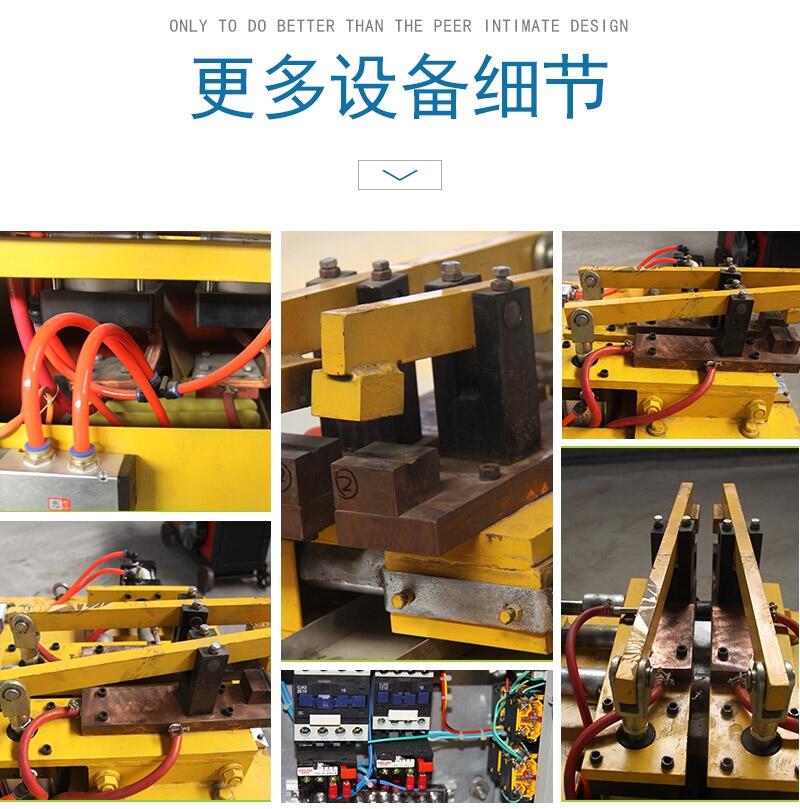
钢筋碰焊机特点
1、功率器件采用工业级IGBT模块和快***整流模块、三相桥模块,加强可靠性
2、焊机容量大,负载率高
3、整机结构简洁,布线美观并做三防处理
4、易起弧,焊接速度快,可快速焊接直径达32mm的钢筋
5、带超大号不锈钢提手,方便现场移动
6、钢筋对焊和手工焊,一机两用。

钢筋碰焊机主要应用领域
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。

钢筋碰焊机闪光焊接法:碳钢焊件的焊接规范可参考下列数据:
①电流密度:烧化过程中,电流密度通常为 6--25 安 / 平方毫米 ,较电阻焊时所需的电流密度低 20%--50% 。
②焊接时间:在无预热的闪光焊时,焊接时间视焊件的截面及选用的功率而定。当电流密度较小时,焊接时间即延长,通常约为 2--20 秒左右。
③烧化速度:烧化速度决定于电流密度,预热程度及焊件大小,在焊接小截面焊件时,烧化速度大可为 4--5 毫米 / 秒,而焊接大截面时,烧化速度则小于 2 毫米 / 秒。
④顶锻压力:顶锻压力不足,可能造成焊件的夹渣及缩孔。在无预热闪光焊时,顶锻压力应为 5--7 公斤 / 平方毫米。而预热闪光焊时,顶锻压力则为 3--4公斤 / 平方毫米 。
⑤顶锻速度:为减少接头处金属的氧化,顶锻速度应尽可能的高,通常等于 15--30 毫米 / 秒。钢筋碰焊机


钢筋碰焊机使用方法
焊接前按焊件之形状调整钳口,并使两钳口线对正。如焊件带锈,应先除净,防止接触不良,随后按焊接工艺之要求调整钳口距离,当焊件对正压紧后,应将顶杆脱落,则弹簧自动送料加压,按下开关接触器吸合电源接通,低压大电流从焊件通过,使焊件瞬时熔化,在弹簧的作用下,自动送料加压。当焊件因塑性变形而缩短,达到规定的顶锻留量时,松开按扭,则接触器释放,立即切断电源,焊接过程结束。 当使用弹簧自动送料焊接时,可根据焊件的大小调整弹簧的顶锻力,在试焊时为防止焊接能量过大,需从小到大逐渐增加调节级数。为了减少接头处金属的氧化、夹渣,顶锻力要适当,顶锻速度要尽可能快,通常应达到4-5毫
米/秒。钢筋碰焊机


- RESATRON编码器RSHF58P 29-B-3-2N-DS奇控供应
- 715-330984-001 / 气体注入环 / LAM
- Lam Research 490/590 853-007210-001
- 推送AMAT 0150-01541库存更新全国发货
- RESATRON增量型编码器RSH90P1312B3DS
- 欢迎询价 西门子 6ES7516-3FN00-0AB0
- 瑞士通RESATRON编码器RSR58-10000-Y-3-S-V6-RSG
- 推引SMC XLA-40-X586科技兴国解能源危机
- 欢迎询价 西门子 6ES7516-3AN01-0AB0
- LAM RESEARCH 685-241652-001
- 欢迎询价 西门子 6ES7516-3AN00-0AB0
- 希杰射频功率放大器维修简单易懂
- 推送AMAT 0040-87765科技是生产力的源泉
- 欢迎询价 西门子 6ES7516-2PN00-0AB0
- 日本AD-TEC高频射频电源不能起辉维修必须收藏
