产品简介

详细说明
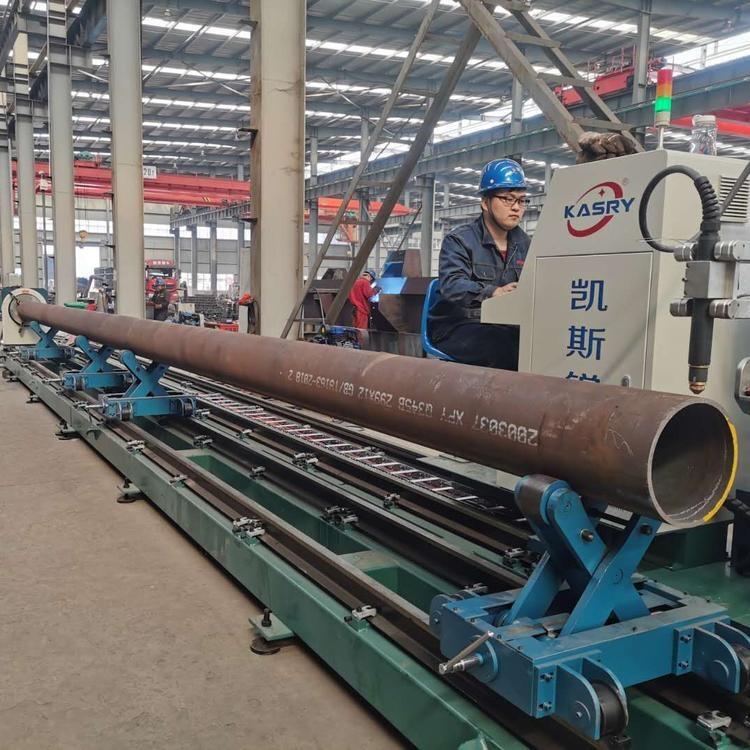
数控等离子相贯线切割机凯斯锐
影响数控圆管相贯线切割机切割质量的其他因素:
切割角度:如果一个切割部分的四边的平均角度偏差应小于4°。
注意:在割炬向前移动情况下,呈直角的切割角度将在右侧。
注意:如欲确定切割角度问题是否由等离子系统或传动装置造成的,可以先做一次切割试验并测量每个侧边的角度,然后90°旋转支架上的割炬,并重复整个试验过程,如果两次试验的角度相同,那么问题就是由传动系统造成的。如果“机械问题”解决后仍存在切割角度问题,参见前页4.3.2“使用切割床的割炬的提示”检查割炬到工件的距离,尤其是当切割角度全部为正或负时。



圆管相贯线切割机的工作流程:
(1)、编程
可直接于机器上或离线编辑器编程。采用菜单式选择输入切割参数,如外径,壁厚,坡口角度,偏离,补偿数据等。同时可通过其他专业软件作无逢连接如STCAD。
(2)、管子下料
操作员从网络上或机器上启动程序,管料用吊装工具放置在管座上。
(3)、测量水平
操作员根据管子外径偏差用管座手杆调节水平。
(4)、管子锁定
用可调节之三爪自动定心夹头锁定管料外径。
(5)、开启切割
将切割头移动到管端进行切割,设备会自动按程序自动定位进行下一部切割,至根据编程完成所有切割程序。




在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
推荐供应
