西门子3RK1308-0AE00-0CP0 西门子3RK1308-0AE00-0CP0 西门子3RK1308-0AE00-0CP0

直接起动器 电子开关 电子过载保护 最大 5.5 kW/400 V;4.0 A 至 12 A 高性能型 包括风扇(3RW4928-8VB00) 选项:3DI/LC 模块 PROFIenergy
长沙玥励自动化设备有限公司(西门子系统集成商)长期销售西门子S7-200/300/400/1200PLC、数控系统、变频器、人机界面、触摸屏、伺服、电机、西门子电缆等,并可提供西门子维修服务,欢迎来电垂询
联系人:姚善雷 (销售经理)
手机 :13874941405
QQ : 3464463681
地址:长沙市岳麓区雷锋大道468号金科世界城16-3303室
| 产品 | ||||||||||||||||||||||||||||
| 商品编号(市售编号) | 3RK1308-0AE00-0CP0 | |||||||||||||||||||||||||||
| 产品说明 | 直接起动器 电子开关 电子过载保护 最大 5.5 kW/400 V;4.0 A 至 12 A 高性能型 包括风扇(3RW4928-8VB00) 选项:3DI/LC 模块 PROFIenergy | |||||||||||||||||||||||||||
| 产品家族 | ET 200SP 电机启动器 | |||||||||||||||||||||||||||
| 产品生命周期 (PLM) | PM300:有效产品 | |||||||||||||||||||||||||||
| 价格数据 | ||||||||||||||||||||||||||||
| 价格组 / 总部价格组 | RA / 42D | |||||||||||||||||||||||||||
| 列表价(不含增值税) | 显示价格 | |||||||||||||||||||||||||||
| 您的单价(不含增值税) | 显示价格 | |||||||||||||||||||||||||||
| 金属系数 | 无 | |||||||||||||||||||||||||||
| 交付信息 | ||||||||||||||||||||||||||||
| 出口管制规定 | AL : N / ECCN : EAR99 | |||||||||||||||||||||||||||
| 工厂生产时间 | 2 天 | |||||||||||||||||||||||||||
| 净重 (Kg) | 0.56 Kg | |||||||||||||||||||||||||||
| 产品尺寸 (W x L X H) | 未提供 | |||||||||||||||||||||||||||
| 包装尺寸 | 170.00 x 180.00 x 70.00 | |||||||||||||||||||||||||||
| 包装尺寸单位的测量 | MM | |||||||||||||||||||||||||||
| 数量单位 | 1 件 | |||||||||||||||||||||||||||
| 包装数量 | 1 | |||||||||||||||||||||||||||
| 其他产品信息 | ||||||||||||||||||||||||||||
| EAN | 4047621031521 | |||||||||||||||||||||||||||
| UPC | 804766405693 | |||||||||||||||||||||||||||
| 商品代码 | 85371098 | |||||||||||||||||||||||||||
| LKZ_FDB/ CatalogID | CC-IC10 | |||||||||||||||||||||||||||
| 产品组 | 3724 | |||||||||||||||||||||||||||
| 原产国 | 德国 | |||||||||||||||||||||||||||
| Compliance with the substance restrictions according to RoHS directive | RoHS 合规开始日期: 2016.04.15 | |||||||||||||||||||||||||||
| 产品类别 | A: 问题无关,即刻重复使用 | |||||||||||||||||||||||||||
| 电气和电子设备使用后的收回义务类别 | 没有电气和电子设备使用后回收的义务 | |||||||||||||||||||||||||||
| 分类 | ||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
使用DP/DP Coupler时,如何确认本方DP系统设置无错
-
文献
-
涉及产品
1 现象描述
在许多项目中,经常会使用DP/DP Coupler来实现2个DP主站之间的DP网络通信,而且2个DP主站也是由两方合作一起完成数据交换。


但是,该通信方式是需要双方合作才能完成实现的,只要有一方通信设置出现问题,就无法完成2个DP网络之间的正常通信,同时还无法判断由哪方来承担该通信方式出错的责任。
鉴于这种现象,本文档设计了一个方法,可以自己测试自己的DP/DP Coupler的DP网络是否设置正确。
2 测试方法
2.1 组态设置
都知道DP/DP Coupler用来实现2个 DP网络之间的通信,在合作双方的实际情况中,任何一方的DP主站系统中,DP网络都只是下挂1个DP/DP Coupler。如下图所示。

图2-1
而本文档设计的方法,就是借用合作方的使用的DP/DP Coupler的DP接口,即将DP/DP Coupler的2个DP接口都纳入到自己的DP系统网络中。如下图所示。

图2-2
那么,在自己的DP网络系统继续添加一个相同的DP/DP Coupler,即本DP网络下挂2个DP/DP Coupler,DP地址就是DP/DP Coupler模块播码的地址。如下图所示。

图2-3
如图2-3所示,分别点击7号和8号,为两个站分配相应的I/O传输地址。需要注意:7号站首行是输入32个字节,那么8号站首行必须是对应输出32个字节;7号站第二行是输出32个字节,那么8号站第二行必须是对应输入32个字节。

图2-4
将测试组态好的项目,下载到CPU中。
2.2 通信测试
在项目中新建2个变量表,分别取名7号站和8号站,如下图所示。

图2-5
在7号站变量表中,新建10个输入(IB0-IB9)和10个输入(QB0-QB10),在8号站变量表中,新建10个输入(IB32-IB41)和10个输入(QB32-QB41)。如下图所示。

图2-6
给QB0-QB10分别赋值B#16#01——B#16#10,给QB32-QB41分别赋值B#16#11——B#16#20。如下图所示。可以看到,7号站和8号站,分别接收到对方发生过来的数据。

概述:
TM Count 2x24V,订货号: 6ES7550-1AA00-0AB0 是一个能够提供双通道计数、测量以及位置反馈功能的工艺模块。
图01. TM Count 2x24V 模块视图
工艺模块 TM Count 2x24V 的主要属性:
- 支持的编码器/信号类型:
- 24 V 增量编码器;
- 具有方向信号的 24 V 脉冲编码器;
- 不具有方向信号的 24 V 脉冲编码器;
- 用于向上和向下计数脉冲的 24 V 脉冲编码器;
- 支持的技术功能:
- 高速计数
- 测量 (频率, 速度, 脉冲周期)
- 作为运动控制的位置反馈
- 集中式应用/分布式应用:
- 可以在 S7-1500 自动化系统中集中使用工艺模块。
- 可以通过 ET 200MP 分布式 I/O 的接口模块在分布式系统中使用工艺模块,如在 S7-300/400 系统中的分布式运行或者在第三方系统中的分布式运行。
工艺模块 TM Count 2x24V 的接线:
工艺模块 TM Count 2x24V 可以接两路 24V 脉冲信号编码器,每个通道同时提供了三个数字量输入和两个数字量输出信号,具体接线方式请参考图02 和图03。
图02. TM Count 2x24V 端子分配

图03. TM Count 2x24V 模块的接线
在本例中,使用的是带有方向信号的 24V 脉冲编码器,所以将脉冲信号接到模块的1号端子,将方向信号接到模块的2号端子。
计数功能概述:
计数是指对事件进行记录和统计,工艺模块的计数器 捕获编码器信号和脉冲,并对其进行相应的评估。可以使用编码器或脉冲信号或通过用户程序指定计数的方向。也可以通过数字量输入控制计数过程。模块内置的比 较值功能可在定义的计数值处准确切换数字量输出(不受用户程序及 CPU 扫描周期的影响)。
计数功能组态实例:
1. 本文中所使用的系统硬件及软件信息:| 名称 | 订货号 | 版本 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |
- 硬件配置:
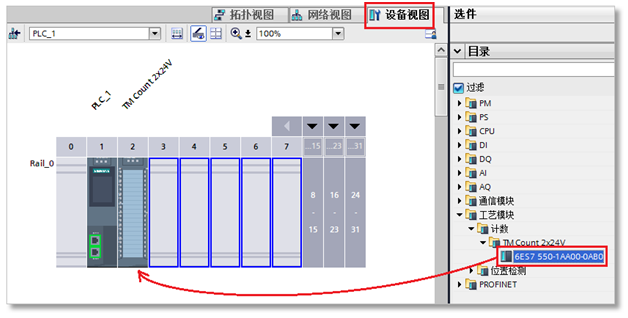
图04. TM Count 2x24V 硬件配置 01
在模板下方点击属性,进入模板的基本参数设置界面,将通道 0 的工作模式选择为:通过工艺对象组态通道(图05);
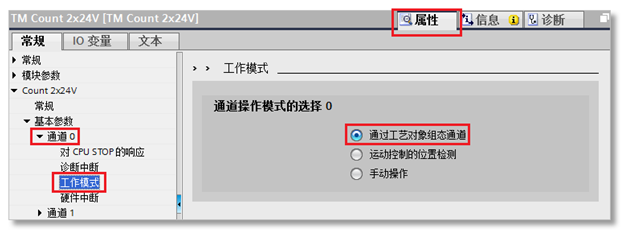
图05. TM Count 2x24V 硬件配置 02
- 组态工艺对象:

图06. 插入新对象
在插入新对象时选择:计数和测量,并填入对象名称(图07);

图07. 选择新对象类型
插 入对象后,在左侧的项目树下就能看到新建的计数器工艺对象,选择这个计数器工艺对象,点击“组态”即可在中间的工作区域看到工艺对象的参数配置界面。参数界面可以通过 状态图标反映出参数分配状态:红色图标表示参数里包含错误或者不可用的参数;绿色图标表示配置里面包含手动修改过得可用参数;蓝色图标表示系统默认可用的 配置参数(图08);
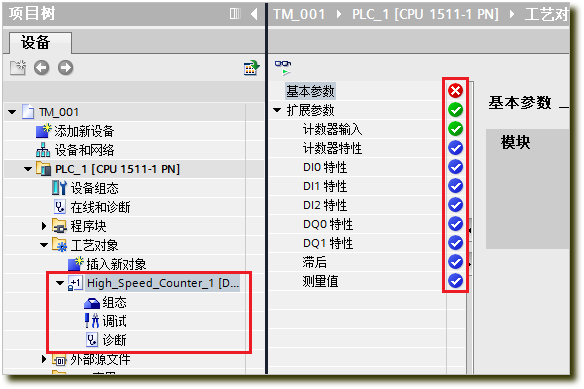
图08. 组态工艺对象
在工艺对象的基本参数中,首先需要给这个计数器工艺对象分配一个硬件,也就是前面组态的高速计数模块,并选择相应的模块通道,完成工艺对象与硬件的关联(图09);

图09. 为工艺对象分配硬件
在计数器输入参数中选择输入信号的类型,可选择的类型参见下表,在附加参数里面还可以选择对脉冲的滤波和传感器类型(图10),可以支持的信号类型请参见表01

图10. 选择计数器工艺对象的信号类型
计数器工艺对象支持的信号类型:
| 图例 | 名称 | 信号类型 |

|
增量编码器(A、B 相差) |
带有 A 和 B 相位差信号的增量编码器。 |

|
增量编码器(A、B、N) | 带有 A 和 B 相位差信号以及零信号 N 的增量编码器。 |

|
脉冲 (A) 和方向 (B) | 带有方向信号(信号 B)的脉冲编码器(信号 A)。 |

|
单相脉冲 (A) | 不带方向信号的脉冲编码器(信号 A)。可以通过控制接口指定计数方向。 |

|
向上计数 (A),向下计数 (B) | 向上计数(信号 A)和向下计数(信号 B)的信号。 |
表01. 计数器工艺对象支持的信号类型
在计数器特性里面可以配置计数器的起始值,上下极限值和计数值到达极限时的状态,以及门启动时计数值的状态。在本例中设置起始值为0,上下极限为+/-10000,设置当计数值到达极限时计数器将停止,并且将计数值重置为起始值,将门功能设置为继续计数(图11)。
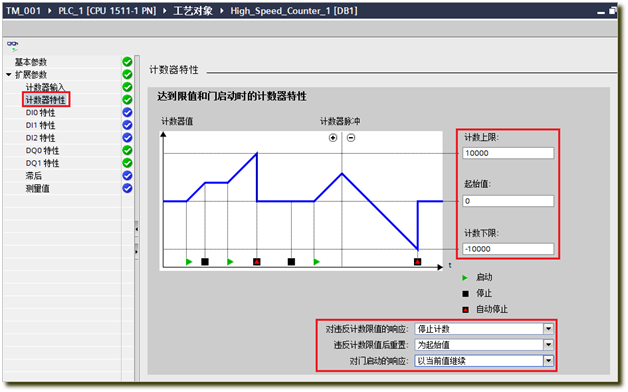
图11. 设置计数器的上下限及门功能
- 组态 DO 在计数值大于比较值时输出:

图12. 组态 DO 在计数值大于比较值时输出
- 调试工艺对象:
将主画面切换到 OB1 编辑界面,从右侧的指令列表里面找到工艺类->计数和测量,找到 High_Speed_Counter 功能块并拖拽到程序段中,并在背景数据块中选择之前建立的计数器工艺对象(图13):
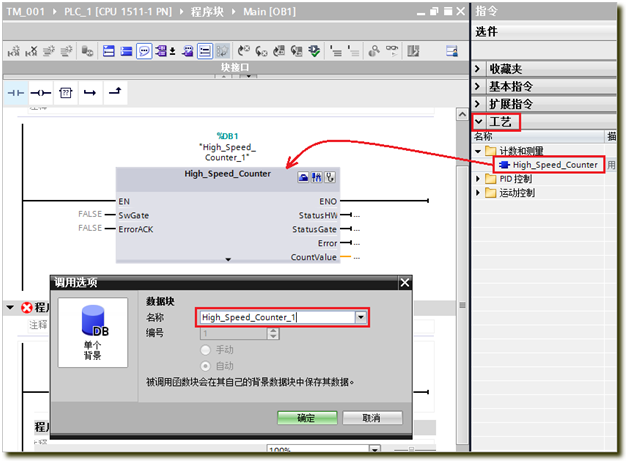
图13. 在程序中调用功能块
将项目存盘编译并下载之后,可以通过项目树或者功能块的快捷图标进入到工艺对象的调试功能(图14);
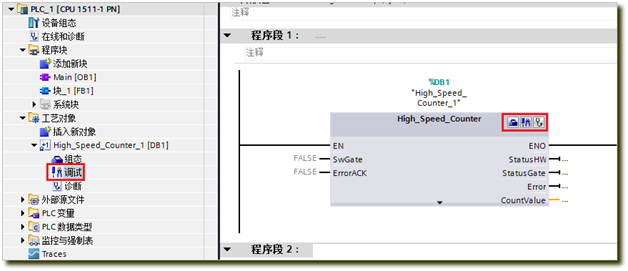
图14. 在程序中调用功能块
进 入调试界面后,首先点击左上角的在线图标切换到在线模式,在在线模式下首先要使能软件门”SwGate”,然后观察反馈的门状态”StatusGate” 是否为 TRUE,如果为 TRUE 说明计数器已经开始工作,这时候如果有外部脉冲信号的话,计数器将进行计数并将计数值反馈到”CountValue”处(图15)。

图15. 计数器工艺对象的调试界面
-
故障诊断:
可以通过项目树或功能块上的快捷图标切换到诊断界面。在诊断界面可以看到错误的ID、描述和相关的状态位(图16):
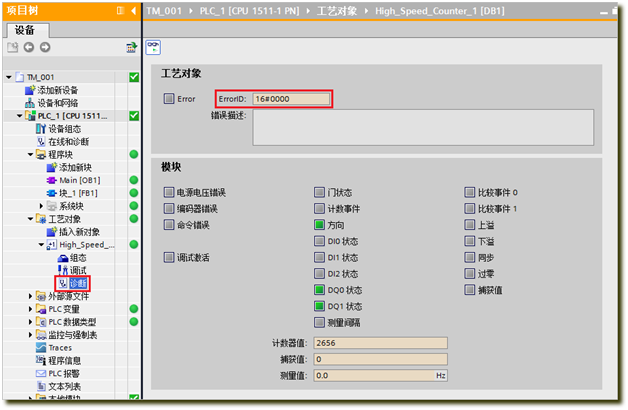
图16. 计数器工艺对象的诊断界面
- 编程:

图17. 高速计数程序功能块
计数器工艺功能的主要参数:
| 序号 | 名称 | 功能 |
| 1 | SwGate | 软件门:通过该控制位来控制计数器启动和停止; |
| 2 | ErrorACK | 错误应答:出现错误并处理错误后通过此控制位来复位故障状态; |
| 3 | EventACK | 事件应答:确认计数器事件状态,如:计数值超限等; |
| 4 | SetCountValue | 设置计数值:通过该控制位可以将当前计数值更改为其他值,注意:修改值需要写到工艺对象静态变量“NewCountValue”中; |
| 5 | StatusHW | 工艺模块状态位: 模块已组态并准备好运行, 模块数据有效; |
| 6 | StatusGate | 门状态位:该状态位反映了内部门的实际状态,只有改状态为为"True"时,计数器才会工作; |
| 7 | StatusUp | 增计数状态位:表示当前计数方向为增计数; |
| 8 | StatusDown | 减计数状态位:表示当前计数方向为减计数; |
| 9 | PosOverflow | 超上限状态位:表示当前计数值已经超过设定的计数值上限; |
| 10 | NegOverflow | 超下限状态位:表示当前计数值已经超过设定的计数值下限; |
| 11 | Error | 错误状态位:表示当前计数工艺对象有错误; |
| 12 | ErrorID | 错误代码:显示当前工艺对象错误的故障代码; |
| 13 | CounterValue | 计数值:计数器工艺对象的实际计数值; |
表02. 计数器工艺功能的主要参数
7. 通过用户程序修改实际计数值:
在很多情况下都有可能需要人工修改一下当前的实际计数值,这需要首先将要修改的值传送到工艺DB的新计数值"NewCountValue"中,然后置位功能块输入管脚“SetCountValue” 则新计数值生效(图18)。具体步骤如下:
(1). 选中左面项目树的"High_Speed_Couter"工艺对象;
(2). 展开下面的详细视图,则可以看到工艺DB中的所有变量;
(3). 找到"NewCountValue"变量,并将其拖拽到用户程序的传送指令输出端;
(4). 将新的计数值传送到"NewCountValue";
(5). 置位功能块输入管脚“SetCountValue” ;
(6). 新的计数值生效。

图18. 通过用户程序修改实际计数值
8. 通过用户程序修改比较值:
同修改实际计数值的方法类似,用户也可以通过用户程序修改该组态里面预制的比较值(图19),具体步骤如下:
(1). 选中左面项目树的"High_Speed_Couter"工艺对象;
(2). 展开下面的详细视图,则可以看到工艺DB中的所有变量;
(3). 找到"NewReferenceValue0"变量,并将其拖拽到用户程序中进行赋值;
(4). 找到"SetReferenceValue0"变量,并将其拖拽到用户程序中进行置位,就可以将刚刚修改的新比较值写到计数器模块中。

图19. 通过用户程序修改比较值
9. 查看工艺对象 DB 中的所有变量
上 述查找工艺对象变量的方法适用于 STEP 7 TIA Protal V13 以上版本,之前的版本可以通过鼠标右键点击工艺对象名称,选则最下面的"打开 DB 编辑器" ,这样可以通过数据视图显示工艺对象 DB 里面的所有变量,使用变量的时候可以在用户程序中直接敲入相应的变量名即可(图20)。

图20. 查看工艺对象 DB 中的所有变量
文章声明:
本文仅针对 TM 2x24V 工艺模块的计数功能进行简单的描述,目的是为了能够让第一次接触该模块的用户能够快速的了解一些基本功能,本文无法替代 TM 2x24V 工艺模块的相关硬件手册和功能手册。更多关于该模块的功能和使用信息请通过条目号 59193105 和 59709820 下载硬件和功能手册。
概述:
TM Count 2x24V,订货号: 6ES7550-1AA00-0AB0 是一个能够提供双通道计数、测量以及位置反馈功能的工艺模块。
图01. TM Count 2x24V 模块视图
工艺模块 TM Count 2x24V 的主要属性:
- 支持的编码器/信号类型:
- 24 V 增量编码器;
- 具有方向信号的 24 V 脉冲编码器;
- 不具有方向信号的 24 V 脉冲编码器;
- 用于向上和向下计数脉冲的 24 V 脉冲编码器;
- 支持的技术功能:
- 高速计数
- 测量 (频率, 速度, 脉冲周期)
- 作为运动控制的位置反馈
- 集中式应用/分布式应用:
- 可以在 S7-1500 自动化系统中集中使用工艺模块。
- 可以通过 ET 200MP 分布式 I/O 的接口模块在分布式系统中使用工艺模块,如在 S7-300/400 系统中的分布式运行或者在第三方系统中的分布式运行。
工艺模块 TM Count 2x24V 的接线:
工艺模块 TM Count 2x24V 可以接两路 24V 脉冲信号编码器,每个通道同时提供了三个数字量输入和两个数字量输出信号,具体接线方式请参考图02 和图03。图02. TM Count 2x24V 端子分配
图03. TM Count 2x24V 模块的接线
在本例中,使用的是带有方向信号的 24V 脉冲编码器,所以将脉冲信号接到模块的1号端子,将方向信号接到模块的2号端子。
计数功能概述:
计数是指对事件进行记录和统计,工艺模块的计数器 捕获编码器信号和脉冲,并对其进行相应的评估。可以使用编码器或脉冲信号或通过用户程序指定计数的方向。也可以通过数字量输入控制计数过程。模块内置的比 较值功能可在定义的计数值处准确切换数字量输出(不受用户程序及 CPU 扫描周期的影响)。
计数功能组态实例:
1. 本文中所使用的系统硬件及软件信息:| 名称 | 订货号 | 版本 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |
- 硬件配置:
图04. TM Count 2x24V 硬件配置 01
在模板下方点击属性,进入模板的基本参数设置界面,将通道 0 的工作模式选择为:通过工艺对象组态通道(图05);
图05. TM Count 2x24V 硬件配置 02
- 组态工艺对象:
图06. 插入新对象
在插入新对象时选择:计数和测量,并填入对象名称(图07);
图07. 选择新对象类型
插 入对象后,在左侧的项目树下就能看到新建的计数器工艺对象,选择这个计数器工艺对象,点击“组态”即可在中间的工作区域看到工艺对象的参数配置界面。参数界面可以通过 状态图标反映出参数分配状态:红色图标表示参数里包含错误或者不可用的参数;绿色图标表示配置里面包含手动修改过得可用参数;蓝色图标表示系统默认可用的 配置参数(图08);
图08. 组态工艺对象
在工艺对象的基本参数中,首先需要给这个计数器工艺对象分配一个硬件,也就是前面组态的高速计数模块,并选择相应的模块通道,完成工艺对象与硬件的关联(图09);
图09. 为工艺对象分配硬件
在计数器输入参数中选择输入信号的类型,可选择的类型参见下表,在附加参数里面还可以选择对脉冲的滤波和传感器类型(图10),可以支持的信号类型请参见表01
图10. 选择计数器工艺对象的信号类型
计数器工艺对象支持的信号类型:
| 图例 | 名称 | 信号类型 |
|
|
增量编码器(A、B 相差) |
带有 A 和 B 相位差信号的增量编码器。 |
|
|
增量编码器(A、B、N) | 带有 A 和 B 相位差信号以及零信号 N 的增量编码器。 |
|
|
脉冲 (A) 和方向 (B) | 带有方向信号(信号 B)的脉冲编码器(信号 A)。 |
|
|
单相脉冲 (A) | 不带方向信号的脉冲编码器(信号 A)。可以通过控制接口指定计数方向。 |
|
|
向上计数 (A),向下计数 (B) | 向上计数(信号 A)和向下计数(信号 B)的信号。 |
表01. 计数器工艺对象支持的信号类型
在计数器特性里面可以配置计数器的起始值,上下极限值和计数值到达极限时的状态,以及门启动时计数值的状态。在本例中设置起始值为0,上下极限为+/-10000,设置当计数值到达极限时计数器将停止,并且将计数值重置为起始值,将门功能设置为继续计数(图11)。
图11. 设置计数器的上下限及门功能
- 组态 DO 在计数值大于比较值时输出:
图12. 组态 DO 在计数值大于比较值时输出
- 调试工艺对象:
将主画面切换到 OB1 编辑界面,从右侧的指令列表里面找到工艺类->计数和测量,找到 High_Speed_Counter 功能块并拖拽到程序段中,并在背景数据块中选择之前建立的计数器工艺对象(图13):
图13. 在程序中调用功能块
将项目存盘编译并下载之后,可以通过项目树或者功能块的快捷图标进入到工艺对象的调试功能(图14);
图14. 在程序中调用功能块
进 入调试界面后,首先点击左上角的在线图标切换到在线模式,在在线模式下首先要使能软件门”SwGate”,然后观察反馈的门状态”StatusGate” 是否为 TRUE,如果为 TRUE 说明计数器已经开始工作,这时候如果有外部脉冲信号的话,计数器将进行计数并将计数值反馈到”CountValue”处(图15)。
图15. 计数器工艺对象的调试界面
-
故障诊断:
可以通过项目树或功能块上的快捷图标切换到诊断界面。在诊断界面可以看到错误的ID、描述和相关的状态位(图16):
图16. 计数器工艺对象的诊断界面
- 编程:
图17. 高速计数程序功能块
计数器工艺功能的主要参数:
| 序号 | 名称 | 功能 |
| 1 | SwGate | 软件门:通过该控制位来控制计数器启动和停止; |
| 2 | ErrorACK | 错误应答:出现错误并处理错误后通过此控制位来复位故障状态; |
| 3 | EventACK | 事件应答:确认计数器事件状态,如:计数值超限等; |
| 4 | SetCountValue | 设置计数值:通过该控制位可以将当前计数值更改为其他值,注意:修改值需要写到工艺对象静态变量“NewCountValue”中; |
| 5 | StatusHW | 工艺模块状态位: 模块已组态并准备好运行, 模块数据有效; |
| 6 | StatusGate | 门状态位:该状态位反映了内部门的实际状态,只有改状态为为"True"时,计数器才会工作; |
| 7 | StatusUp | 增计数状态位:表示当前计数方向为增计数; |
| 8 | StatusDown | 减计数状态位:表示当前计数方向为减计数; |
| 9 | PosOverflow | 超上限状态位:表示当前计数值已经超过设定的计数值上限; |
| 10 | NegOverflow | 超下限状态位:表示当前计数值已经超过设定的计数值下限; |
| 11 | Error | 错误状态位:表示当前计数工艺对象有错误; |
| 12 | ErrorID | 错误代码:显示当前工艺对象错误的故障代码; |
| 13 | CounterValue | 计数值:计数器工艺对象的实际计数值; |
表02. 计数器工艺功能的主要参数
7. 通过用户程序修改实际计数值:
在很多情况下都有可能需要人工修改一下当前的实际计数值,这需要首先将要修改的值传送到工艺DB的新计数值"NewCountValue"中,然后置位功能块输入管脚“SetCountValue” 则新计数值生效(图18)。具体步骤如下:
(1). 选中左面项目树的"High_Speed_Couter"工艺对象;
(2). 展开下面的详细视图,则可以看到工艺DB中的所有变量;
(3). 找到"NewCountValue"变量,并将其拖拽到用户程序的传送指令输出端;
(4). 将新的计数值传送到"NewCountValue";
(5). 置位功能块输入管脚“SetCountValue” ;
(6). 新的计数值生效。
图18. 通过用户程序修改实际计数值
8. 通过用户程序修改比较值:
同修改实际计数值的方法类似,用户也可以通过用户程序修改该组态里面预制的比较值(图19),具体步骤如下:
(1). 选中左面项目树的"High_Speed_Couter"工艺对象;
(2). 展开下面的详细视图,则可以看到工艺DB中的所有变量;
(3). 找到"NewReferenceValue0"变量,并将其拖拽到用户程序中进行赋值;
(4). 找到"SetReferenceValue0"变量,并将其拖拽到用户程序中进行置位,就可以将刚刚修改的新比较值写到计数器模块中。
图19. 通过用户程序修改比较值
9. 查看工艺对象 DB 中的所有变量
上 述查找工艺对象变量的方法适用于 STEP 7 TIA Protal V13 以上版本,之前的版本可以通过鼠标右键点击工艺对象名称,选则最下面的"打开 DB 编辑器" ,这样可以通过数据视图显示工艺对象 DB 里面的所有变量,使用变量的时候可以在用户程序中直接敲入相应的变量名即可(图20)。
图20. 查看工艺对象 DB 中的所有变量
文章声明:
本文仅针对 TM 2x24V 工艺模块的计数功能进行简单的描述,目的是为了能够让第一次接触该模块的用户能够快速的了解一些基本功能,本文无法替代 TM 2x24V 工艺模块的相关硬件手册和功能手册。更多关于该模块的功能和使用信息请通过条目号 59193105 和 59709820 下载硬件和功能手册。
西门子3RK1308-0AE00-0CP0
